贴片机的维护与保养
作者:博维科技 时间:2023-04-28 15:39
一、设备维护保养准则
贴片机是SMT生产线主要的价值创造者,因此,贴片机良好的运行状态、较高的效率、较好的精度,以及较低的故障率直接关系着整条生产线的产能和效益,
因此贴片机维护保养的原则就是保障设备安全、高效、精确地工作。
贴片机是一个复杂的系统,各部位功能不同,元件类型不同,相应维护保养的方法也不尽相同。因此针对不同部位,有相应的维护保养方法和注意事项。贴装
机的贴装速度和贴装精度是一定的,设备的维护保养是靠有效的措施和制度来保障的,因此,维护和保养归根结底是对人员的要求。如何发挥机器应有的作用,
人的因素很重要。要制定切实有效的规章制度和管理措施来保证机器正常运转,保证贴装质量和效率。
1、各个层次设备工作人员应该具有相应的能力
① 操作、维护人员应该具有自主保养设备的能力;
② 维修人员应该具有保养机电一体化设备的能力;
③ 生产技术人员应具有设计出相应工装的能力;
④ 改善现有设备,提高综合效率的能力。
2、操作、维护必须满足的一些基本要求
设备维护保养首要解决的问题是安全问题,要保证设备运转的安全、操作人员的安全,以及产品质量的安全,要做到这些,首先要使操作和维护人员具有足够的
知识和技能完成相应的操作,因此要进行以下几个方面的基本要求。
① 编制安全注意手册,每个步骤都要确定“要注意的事项”;
② 灾害是随故障发生的,出现故障,先不要着急,要考虑安全的处理事项;
③ 作业习惯,身体不适(疲劳和精神松懈等)都是造成事故的原因;
④ 贴片机后方是看不到的,先确认无人,再开始操作;
⑤ 坚持实行整理、整顿、清理、清洁和保养等项目;
⑥ 开展安全活动,培养严格面对危险的工作习惯。
3、维护操作指导
根据本身设备结构,按照贴片机的各个功能组成部分,设备工程师需要编写各组成单元的保养要求,以及相应操作指导,然后将这些操作指导制度化。设备保养
要求及相应操作指导参见下表。虽然各种不同的机器,相应部位会有所调整,但主要结构大致相同。所以,下表还是具有一定的指导意义。
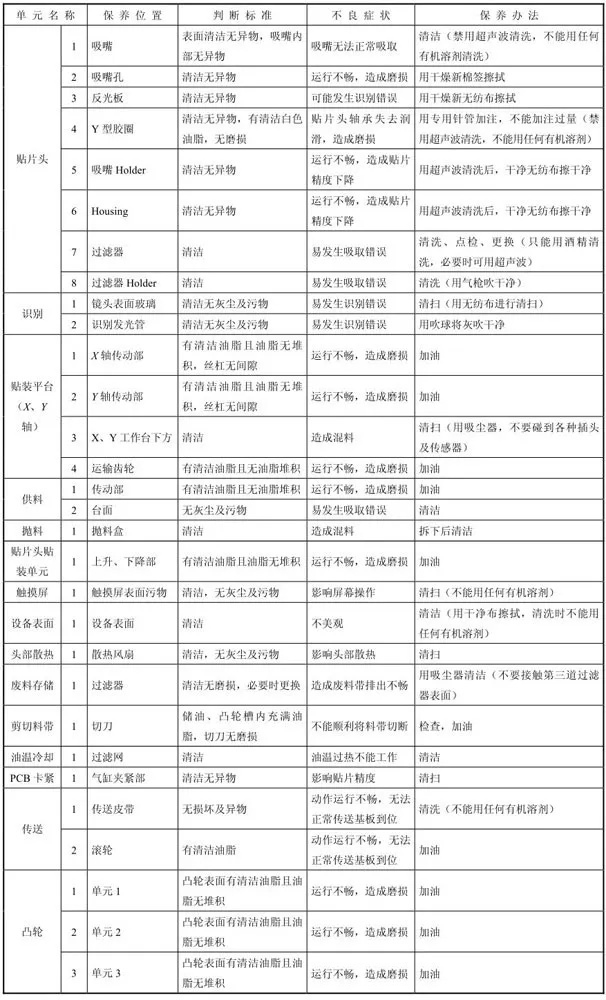
按照贴片机组成元件的类型不同,对主机械部、电动机和驱动、气缸和电磁阀、控制板卡和计算机及传感器等应区别对待,特别是其中的易损部件和消耗品。
为了保证设备始终处于贴片的最佳状态,要定期对设备的消耗部件进行更换,保养,有关消耗品的功能和需要更换的原因在备件选择中已经详细提到。
二、设备维护保养制度
1、制订设备保养的规章制度和保养计划
贴片机高效高质量的贴装,是靠切实有效的规章制度和管理措施来保证的。虽然制定了设备保养要求以及相应操作指导,还需要人来执行,否则成了聋子的摆
设。应建立严格有效的设备日保养、周保养、月保养,以及季度、年保养制度,需要建立三方面的制度。第一,设备运行的状况、检查及保养制度;第二,制
定设备检查和保养的工作流程;第三,制订设备备件寿命统计和更换实施计划表。这是一个管理的问题,而非技术问题。关于设备日保养、周保养、月保养、
季度保养,以及年保养制度各设备厂商都提供了详细的保养计划,设备工程师根据这些计划,制定简单明了的保养表格,以便工厂实施。
本小节仅提供表1~表5五个表格供参考。
表1 维护保养检点表

根据表格所规定的各个检查项目,设备工作人员应该按照制度的规定和相应的计划,对设备进行日常的操作和管理,并完成相应的记录。
表2 日保养记录

表3 周保养记录
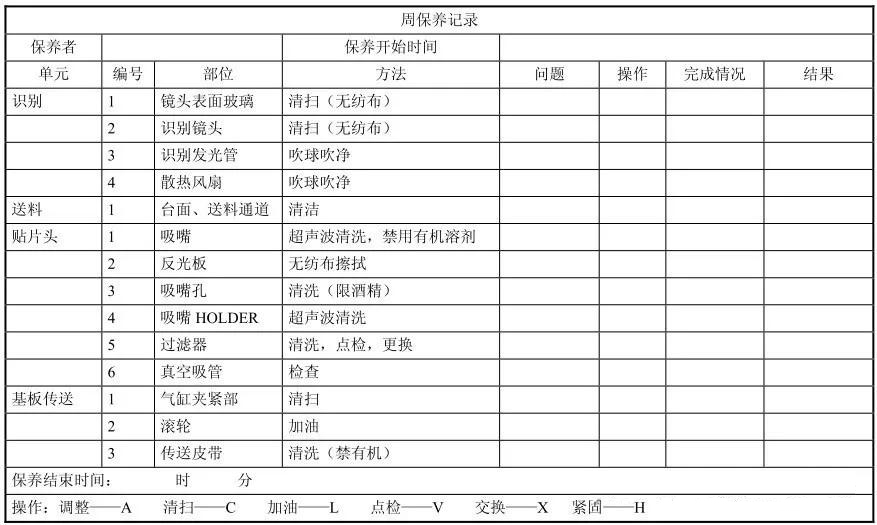
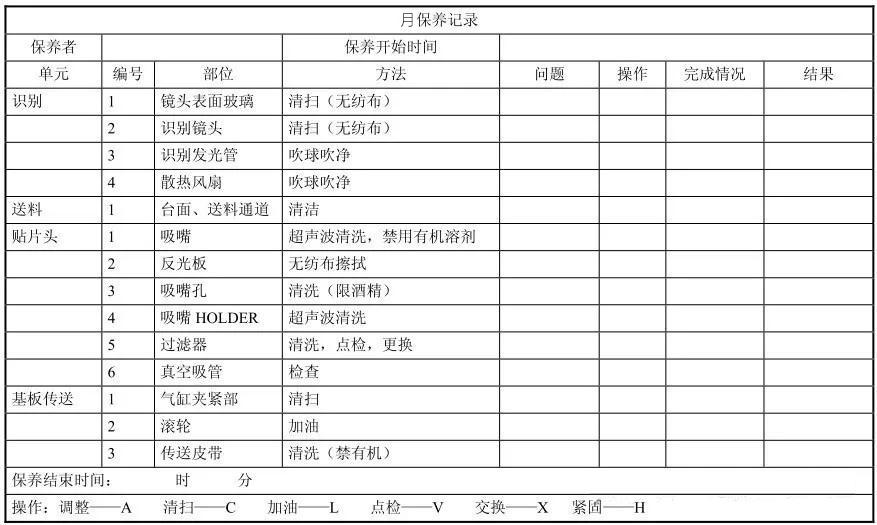
表4 月保养记录
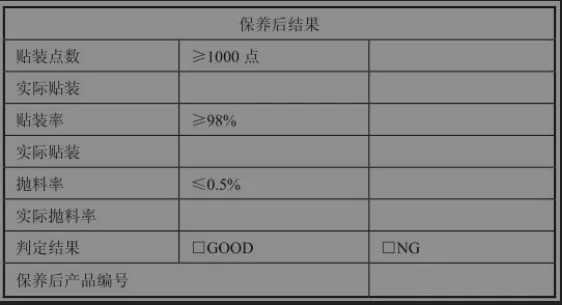
设备保养完成后,要根据实际情况考核和记录设备保养完毕的情况。
表5 保养结果
2、贴片机的备件计划
与保养计划相关的还有备件计划,如备件的库存多少,备件使用情况,备件更换情况,等等。
从设备购买之日起,详细记录备件的使用、维修和维护情况,并对故障进行统计、分类,分析故障原因,达到故障预警目的,整个过程中,
应该与设备商保持必要的联系,同时有必要将以上相关的资料与设备商共享,这样才能准确地把握设备的可靠性和寿命。因此,要制定备
件计划相应的表格,如备件消耗表和备件使用情况登记表等。下表1和表2仅供参考。
表1 备件消耗表

表2 备件使用情况登记表

三、SMT贴片机的调整(校正)
设备维护保养后,必须进行设备的调整,就像设备刚刚安装后需要调试一样。这时的调整由工厂技术人员完成。所以在设备验收时,工厂技
术人员一定要参与最初的设备调整,才能对设备安装调试全过程和机器参数等做到心中有数,才能单独担当设备调整的重担。在购买设备时
的培训合同中,也要涉及这方面培训的内容。
贴片机的种类很多,相应调整有很多,按功能分有6 大类的调整:
① 旋转头吸嘴部——吸嘴编码检测传感器的调整、贴装高度调整、不良元件排出压力调整、元件吸着高度的调整、吸嘴原点传感器的调整
(上部和下部)及压件高度调整。
② 旋转头及其他——送料器高度调整。
③ 切刀的啮合调整。
④ 元件供给部——供料器调整。
⑤ 上载导轨和下载导轨调整。
⑥ 控制机器——线性传感器高度与角度调整。本书以松下HT转塔贴片机为例介绍5种重要的调整步骤,供参考。
1、吸嘴部的吸嘴编码检测传感器的位置调整步骤
① 打开电源,使之回到原点。
② 用手柄将循环计时器转到250°的位置上。
③ 用手旋转吸嘴装置的反射镜,在传感器放大器(Lidht On)上确认吸嘴编号码,检测传感器是否正常工作或用监控确认。
④ 当无法正常工作时,请将检测传感器从支架上取下,确认检测传感器的位置是否正确。
⑤ 按检测①,②,③的顺序安装支架,为检测吸嘴编号,反射镜的切口各不相同。
⑥ 确认环行凸轮原点传感器与环行凸轮的间隙,标准值:2.5mm ±0.1mm。
⑦ 确认吸嘴编码检测传感器(下)与反射镜之间的间隙,标准值:1.2~1.3mm。
⑧ 调整后,用手旋转反射镜,确认各吸嘴的编码是否正确。
⑨ 打开主操作盘上的“SERVOMOTOR”。
2、切刀的啮合调整步骤
① 打开电源,使之返回原点。
② 用手将左侧元件供给部移动到待机位置。
③ 用手柄将循环计时器旋转到42°位置。
④ 为使凸轮从动件与可动刃接触,拧松螺母,旋转滚轮从动杆(偏芯)使之与可动刃相契合(间隙0mm)。
⑤ 拧紧螺母。
⑥ 确认固定刃与可动刃啮合的间隙为0mm。
⑦ 确认切纸时切屑中是否有毛刺。
⑧ 检查:确认固定刃与可动刃之间互不干涉。
3、元件吸附高度的调整
① 打开电源,使之返回原点。
② 制作贴装元件厚度0.5mm的元件的程序。
③ 打开主操作盘上的“AUTO”(全自动)—“程序块运转”—“START”(开始),将1号移到(吸嘴装置)。
④ 取下被吸件的元件。
⑤ 将手柄旋转到循环计时器280°的位置。
⑥ 确认Z轴(Z1)上面与吸嘴尖端的间隙。
⑦ 标准值——间隙:0.5~0.6mm;高度:31.5~31.1mm。
4、贴装高度调整
① 打开电源,使之返回原点。
② 在元件供给部送料器设定元件厚度(0.5mm)。
③ 打开主操作盘上的“AUTO”(全自动)—“程序块运转”—“START”(开始),将1号吸嘴装置移到ST10(贴片位置参见图6.3)。
④ 取下被吸件的元件。
⑤ 将手柄旋转到循环计时器300°的位置上(装置下的止点)。
⑥ 检查:此时,由于“AUTO”(全自动)与“MANUAL”(手动)电动机的高度不同,请确认贴片高度偏移值是否已被输入。
⑦ 确认1号吸嘴的尖端与基板上面的高度。
⑧ 标准值——间隙:0.3~0.35mm;高度:0.15~0.2mm。
⑨ 参考值——元件厚度0.5mm,间隙0.3mm的场合,贴装高度负0.2mm(压入焊膏,参见下图)。

5、电动机调整:X、Y轴电动机交换及原点调整
① 松开电动机联轴器,将电动机取出,换新电动机并固定。
② 用纸片挡住Sensor(传感器),回原点。
③ 对某程序某点进行Teach(示教),回原点。
④ 点亮PCB Camera(照相机),将某点推至Camera下。
⑤ 锁紧联轴器,再次回原点确认。
四、贴片机的重新评估
设备的评估应该随设备的保养计划同步实施,设备每经过一次维修或者保养,设备组成都会发生相应的变化,相应设备的状态和能力也会
出现相应的改变。要做到设备的维护保养量化管理,必须要有足够的考核数据做支持。
在设备维护和调整的最后,通常会结合生产情况对设备进行一定的考核和检测,按照统一的评判方法,如前面所述方法之一,定期对设备
进行必要的评估,时刻把握贴片机的可靠性和贴装能力。







